《无损检测》

涂魔师非接触无损测厚仪精准测量粗糙底材上涂
来源:无损检测 【在线投稿】 栏目:综合新闻 时间:2021-08-11涂魔术师巧妙地利用光学获得大量平均值进行自动数据补偿,即使基材表面、涂层表面粗糙度、不平整度、波纹度等因素发生变化,也不会影响其测量精度。
传统干膜测厚仪的局限性
传统的干膜测厚仪通常只能准确测量平坦或光滑基材表面的涂层厚度。一旦基材表面或涂层表面出现粗糙、波纹或不平整,将严重影响干膜厚度。薄膜测厚仪的重复性和测量精度。
此外,基材材料、涂层成分或表面曲率等因素也会导致干膜测厚仪测量结果出现明显偏差。
粗糙基材最佳涂层测厚方案---Tumoshi ATO非接触式无损测厚仪
Tumoshi 的 ATO 非接触式测厚技术巧妙地利用光学获得大量平均值进行自动数据补偿。即使基材或涂层表面有粗糙度、波纹、凹凸不平,也不会影响其测量精度。
Tumoshi 打破了传统干膜测厚仪因基材粗糙、测量边缘或曲面等难点导致磁力线变形的局限性,能够快速适应、可靠、准确地测量涂层厚度。
1.粗糙的基材也能准确测量厚度
Tu Magician基于ATO非接触无损测厚专利领先技术,即使基材表面、涂层表面粗糙度、不平整度、波纹度等因素发生变化,也不会影响其测量精度。
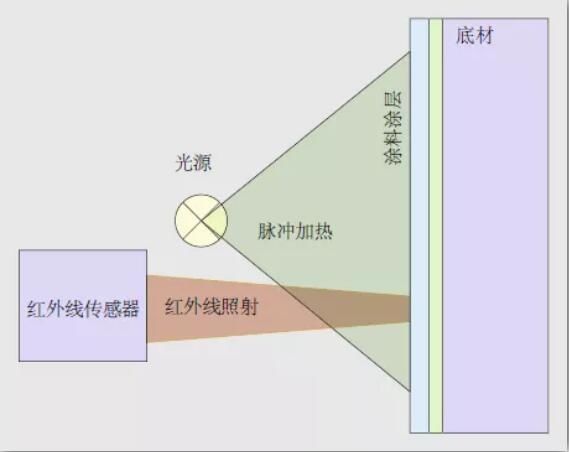
设备以脉冲方式加热待测涂层,内置高速红外探测器远距离记录涂层表面温度分布,生成温度衰减曲线。最后,使用专门开发的算法分析表面动态温度曲线,计算和测量待测涂层厚度。
由于热量始终垂直穿透涂层,操作人员在使用油漆刷测量厚度时无需严格控制测试角度和距离,即可准确测量厚度,大大提高了操作的便利性。
案例分享
[应用] 气缸发动机曲轴箱原生产工艺为传统灰口铸铁嵌件,新工艺为热熔喷涂铁基涂层;新工艺要求对热喷涂涂层进行快速准确的涂层厚度测量;但为了产生足够的涂层附着力,新工艺对曲轴箱的圆柱面进行了粗糙化处理。因此,需要测量粗糙基材表面的热喷涂层厚度。
【遇到的问题】对于粗糙基材表面涂层测厚,传统的干膜测量仪器不仅精度低、重复性差,不适合对产品质量进行精确监控;显微镜检测时间长,只能随机抽样检验,需要对工件进行破坏性检测。因此,上述两种测厚方法均不适用于监测该工艺的涂层厚度;
[最佳厚度测量程序] Tumoshi 精确且无损的厚度测量系统。使用ATO的领先技术可以快速可靠地测量粗糙基材表面的涂层厚度。
【测量过程】
1.产品:曲轴箱1和曲轴箱2;
2.测试设备:Tumoshi无损测厚系统;
3.测试区域:非接触式测量铁基热喷涂涂层从筒体底部到顶部的厚度,测量区域为a和b;
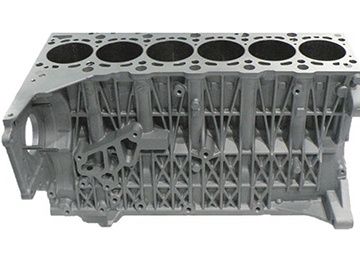
4.测量图片如图1所示:

图一:实测图
从下面图2的测量结果可以看出,魔术师可以:
1.轻松无损地测量气缸内指定位置(a和b)的涂层厚度;智能准确识别不同产品不同测试区域的涂层厚度;
2.除了高效协助厂商监控热喷涂层的厚度外,还可以协助厂商确定精镗同心度,从而对不对称性进行准确校正和快速调整。
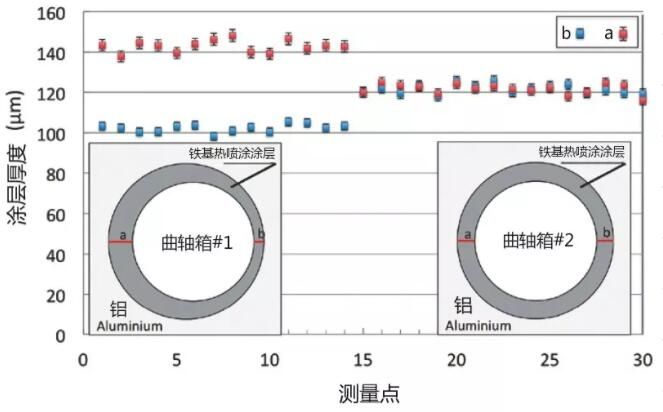
图 2:测量点 1-15 为曲轴箱 #1,测量点 16-30 为曲轴箱 #2
[实验结果显示]
即使是在高粗糙度的基材上测试涂层厚度,油漆工也可以获得1%~2%的高测量精度的优势。
在连续生产中,Tumoshi 可以高效地协助制造商持续监控工件膜厚的真实情况,降低返工率。
[客户评价]
博士欧瑞康美科 SumeBore 表面涂层技术负责人 Peter Ernst 表示:“油漆工可以直接在过程中以无损方式直接测量热喷涂涂层的厚度。有效检测并及时调整影响涂层厚度的工艺偏差”。
2.打破传统薄膜测厚仪的局限
与干膜测厚仪相比,Tumoshi ATO:
1.快速准确地实时测量湿漆、未固化粉末涂料和其他湿涂层的干膜厚度,也可以直接测量干膜厚度;
2.不仅可以准确检测金属基材上的涂层厚度,还适用于碳纤维、玻璃、橡胶、木材等非金属基材的检测;涂层类型适用于粉末涂料、油漆、粘合剂和鸭罗涂层、润滑涂层等。
3.无需更换测头,一机通用,一键操作;
与其他光热、激光和超声波测厚设备相比,涂墨仕ATO:
1.具有非接触测量、安全可靠、使用方便、精度高、重复性好、校准容易、无需严格控制测试距离和角度等优点;